
一、功能介绍
本功能主要是介绍制程检验,分制程首检与巡检,工序首检与巡检内容。
二、操作说明
1、菜单路径:导航菜单进入“质量管理\制程检验\IPQC检验工作台”。
2、检验操作
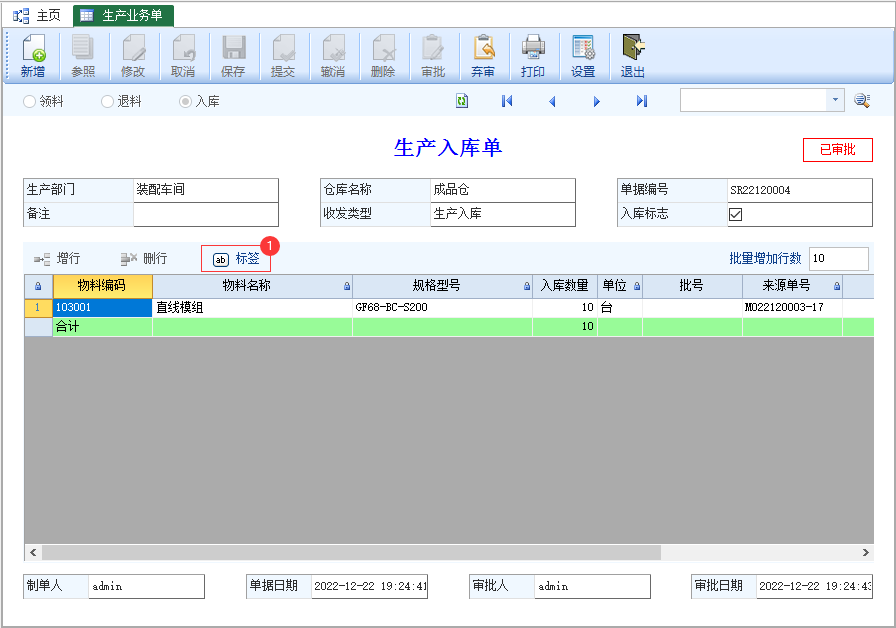
1) 对于批量检验合格的自制件,为减少一笔笔录入检验记录的工作量,应通过快速检验处理操作。
-
第1步:过滤需要检验的自制件明细。
-
第2步:点【查询】按钮。
-
第3步:勾选要批量检验的明细。
-
第4步:点【批检】按钮。
-
第5步:完成检验动作。
![图片[1]-IPQC检验工作台-云上网](/ysimage/helpimg/qm-ipqcs-01.png)
-
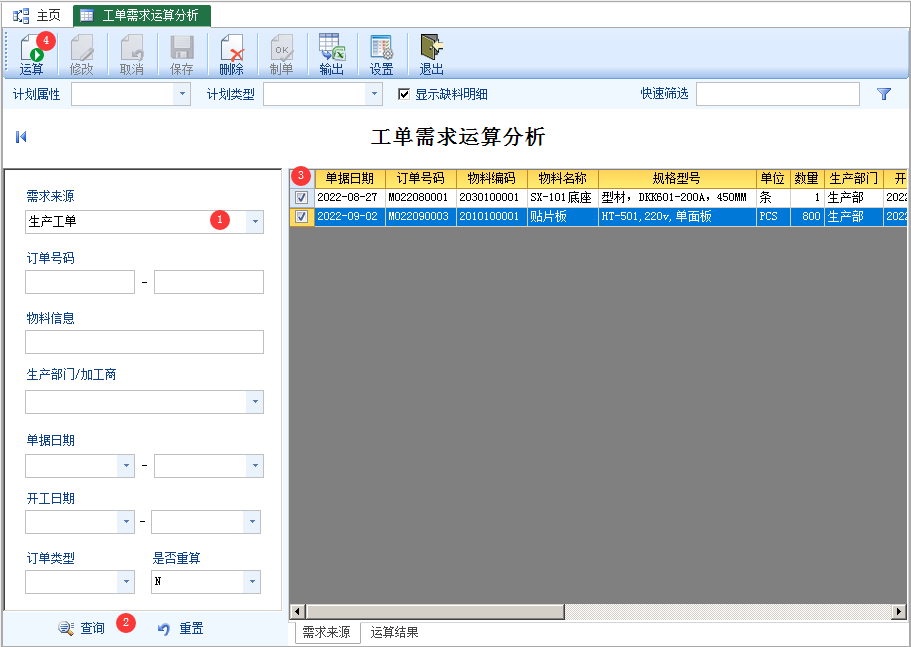
第6步:批量检验完成后,系统自动检验的结果如下图所示:
![图片[2]-IPQC检验工作台-云上网](/ysimage/helpimg/qm-ipqcs-02.png)
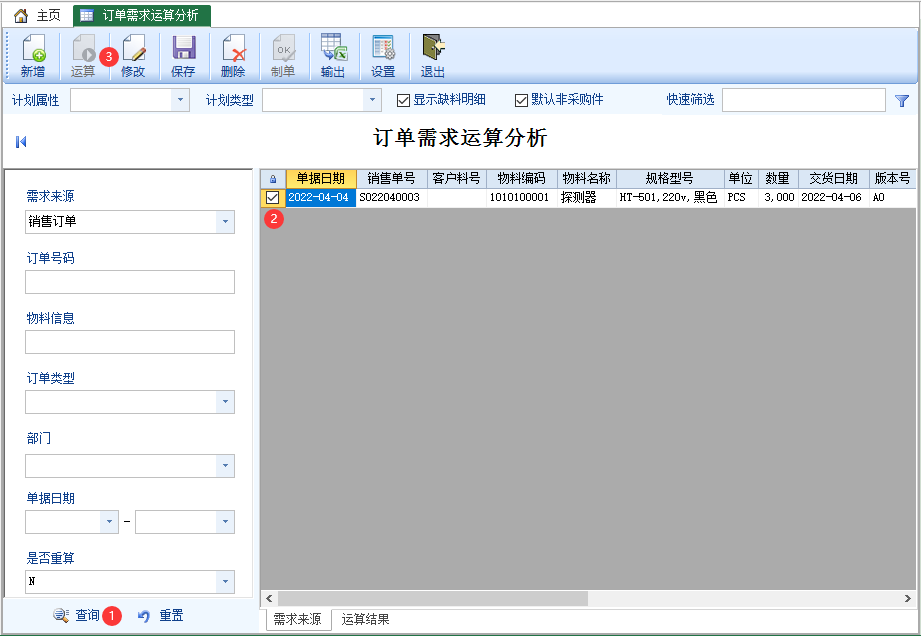
2)对于检验不合格的自制件,应采用正常的检验操作,记录详细的检验记录:
-
第1步:选择不合格的记录行;
-
第2步:单击【检验】按钮,弹出下拉检验窗口;
![图片[3]-IPQC检验工作台-云上网](/ysimage/helpimg/qm-ipqcs-03.png)
-
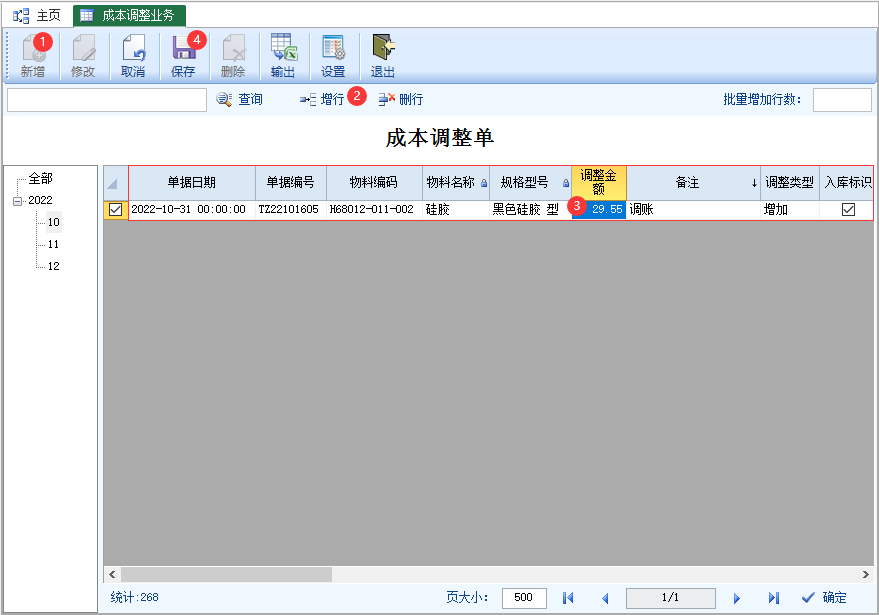
第3步:系统根据自制件设定的检验方案,自动弹出的检验事项,并按实际检验的结果进行登记不合格数,并选择不合格描述;
-
第4步:通过【增行】或【删行】可以调整检验记录内容;
-
第5步:也可以通过单击【重检】,重新加载检验记录项;
-
第6步:检验记录项登记完成后,系统会根据不合格数与准入标准,自动判断检验结果;
-
第7步:最后单击【保存】按钮,保存检验的记录。
![图片[4]-IPQC检验工作台-云上网](/ysimage/helpimg/qm-ipqcs-04.png)
三、操作注意事项
-
在业务控制方案,启用“生产入库启用报检业务”,同时将“启用检验非标准模式”设为否。
-
-
检验业务必须先进行IPQC报检,详见:生产流程卡维护第8、9项说明
-
制程与工序首检与巡检的数量标准,在物料检验属性中维护首检数量值与巡检数量值。
-
不管是制程与工序,首检与巡检的结果,要不就是继续往下生产,要不就是停止生产,直到问题改善后才可以继续生产,并再次首检与巡检。
-
巡检的时间规定,在业务控制方案中质量管理参数配置下设置:
1)设置制程巡检间隔时间(分钟)
2)设置工序巡检间隔时间(分钟)
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END




暂无评论内容